









包装材料制造业RFID解决方案
2010-03-31 09:44:46.0 来源:标签与贴标 责编:Victoria
- 摘要:
- 为了确保相关设备的稳定可靠运行,进行了模拟运行试验。选择了两条已投产的BOPP生产线进行模拟情况下的试运行,同时原有的条码系统正常运行,并且每天对RFID系统运行数据和条码运行数据进行对照。在经过1个月左右的模拟运行后,确认了915MHz设备的方案。


【CPP114】讯:一、创羿科技RFID技术应用方案
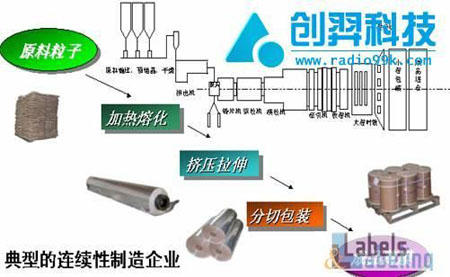
包装行业生产线一般为连续的,属于标准的连续型生产企业,企业的生产原料主要为塑料粒子及其相关的添加剂,粒子经过高温、高压熔融挤出后形成薄膜或片材,薄膜大卷一般需要进行再次的分切和包装后才能形成最终的成品,具体示意图如下:
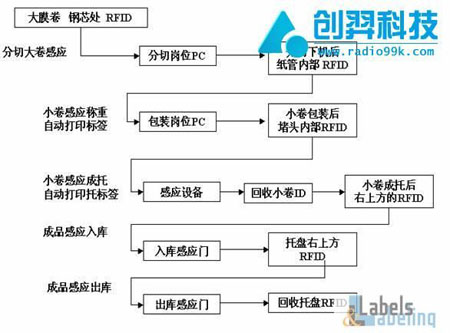
RFID在生产上的应用主要集中在大卷到小卷的分切过程,以及小卷和小卷之间的成组过程。即在大卷的卷芯内附着大卷的RFID标签,标签内的产品电子代码记录了大卷的身份信息,当大卷进行分切时信息系统可通过RFID识读设备自动获知正在分切的大卷身份信息;小卷分切后在每个小卷的卷芯内都附着小卷的RFID标签,标签内的产品电子代码记录了该小卷的大卷信息和工位信息,并以此作为小卷成组的依据,小卷成组(即将相同规格的物料放在一个托盘上)时通过RFID识读器感应小卷内RFID标签的数据,并根据这些数据生成托盘的RFID标签代码,入库前回收所有小卷的RFID标签,并以托盘的RFID标签作为仓储物流的基础。同样,在仓储管理的的过程中,入库时通过安装在库房通道两侧的RFID识读器天线完成对成品托盘上RFID标签的识读,借助RFID设备和RFID标签的使用可实现成品的无人值守入库;出库作业类似,日常库存中的盘点主要通过手持设备对库存托盘RFID标签的识读来完成。
二、编码方案
已在之前的多条BOPP生产线上使用了条码化的管理,码值使用的是39码,条码生成规则如下:
打算将以上的生产批号进行拆分,根据EAN.UCC编码规则,采用GTIN的编码方式,同时结合应用标识符的运用将生产过程中的批号、生产日期、净重等等信息进行联接,形成最终的RFID代码。
以上过程中应用具体示意图如下:
三、方案实施步骤
可以说双向拉伸薄膜生产线是一类典型的包装材料生产线,在BOPP生产线上实施RFID项目还是存在一定的难度,首先RFID技术正处于一个逐步完善阶段,相关的技术还没有进行大规模的应用,相应的规则和标准还在进一步制订,在生产型企业中如此大规模的运用存在一定的风险。其次RFID技术在企业生产应用中的实际可操作性还需要进一步的实践。再次企业的工业生产环境有别于实验室的环境,要求RFID的相关设备,电子标签、相关技术有更高的可靠性、稳定性和适应性。而目前此类设备的供应商可谓凤毛麟角,可选择的余地不是很大。基于这些原因,在系统实施前做了很多工作,同时在系统实施中稳扎稳打,一步一步地进行。
(1) 设备选型试验
鉴于没有成功案例做参考,前期对部分RFID 设备进行了生产现场的实验。我们分别选用了两款频率为13.56MHz和915MHz的设备进行现场试验,通过在大卷识别、小卷成组、出入库识读几个过程中的试验,初步决定在系统方案中采用915MHz的设备,主要原因是13.56MHz设备的识别距离还不够理想,标签在托盘上的位置要求比较严格,不利于人员灵活的操作,此外天线容易受到外部环境干扰。但是915MHz的设备也并不是完美无缺的,发现915MHz标签的识读稳定性不够,特别是标签在有物体阻隔的情况下尤为明显。另外915MHz标签的成本远远高于13.56MHz的标签,造价太大。
(2) RFID设备模拟运行实验
为了确保相关设备的稳定可靠运行,进行了模拟运行试验。选择了两条已投产的BOPP生产线进行模拟情况下的试运行,同时原有的条码系统正常运行,并且每天对RFID系统运行数据和条码运行数据进行对照。在经过1个月左右的模拟运行后,确认了915MHz设备的方案。
(3) RFID系统试运行实验
年初,亚洲包装制造中心新投产的一条BOPP生产线投入试运行,同步地进行了RFID系统的试运行,经过多次对相关设备进行进一步的调整和修改,该系统已经逐渐进入正常运行状态。
(4) 总结经验与推广
通过以上工作的完成,进一步总结得出了如下几条经验体会:
1、13.56M的识读距离较915M的识读距离近,但在可识读的范围内,抗外界干扰性要高于915M;
2、在大型的生产物流环境下,选用915M的识读设备比较适合;
3、RFID和RFID技术的运用确实可以简化物流环节操作,并有效降低出错几率;
4、RFID与RFID技术完全可以应用于制造业生产管理中,并满足实际现场的需求;
5、RFID在生产供应链管理上的普及化将使企业供应链管理的重大改变,同时也将是制造企业与世界供应链接轨的重要保证。
【点击查看更多精彩内容】
相关新闻:
应用RFID技术提升图书管理水平
华工科技RFID业务让老牌科技股再发新芽
RFID将成印刷业新市场
包装行业生产线一般为连续的,属于标准的连续型生产企业,企业的生产原料主要为塑料粒子及其相关的添加剂,粒子经过高温、高压熔融挤出后形成薄膜或片材,薄膜大卷一般需要进行再次的分切和包装后才能形成最终的成品,具体示意图如下:
RFID在生产上的应用主要集中在大卷到小卷的分切过程,以及小卷和小卷之间的成组过程。即在大卷的卷芯内附着大卷的RFID标签,标签内的产品电子代码记录了大卷的身份信息,当大卷进行分切时信息系统可通过RFID识读设备自动获知正在分切的大卷身份信息;小卷分切后在每个小卷的卷芯内都附着小卷的RFID标签,标签内的产品电子代码记录了该小卷的大卷信息和工位信息,并以此作为小卷成组的依据,小卷成组(即将相同规格的物料放在一个托盘上)时通过RFID识读器感应小卷内RFID标签的数据,并根据这些数据生成托盘的RFID标签代码,入库前回收所有小卷的RFID标签,并以托盘的RFID标签作为仓储物流的基础。同样,在仓储管理的的过程中,入库时通过安装在库房通道两侧的RFID识读器天线完成对成品托盘上RFID标签的识读,借助RFID设备和RFID标签的使用可实现成品的无人值守入库;出库作业类似,日常库存中的盘点主要通过手持设备对库存托盘RFID标签的识读来完成。
二、编码方案
已在之前的多条BOPP生产线上使用了条码化的管理,码值使用的是39码,条码生成规则如下:
打算将以上的生产批号进行拆分,根据EAN.UCC编码规则,采用GTIN的编码方式,同时结合应用标识符的运用将生产过程中的批号、生产日期、净重等等信息进行联接,形成最终的RFID代码。
以上过程中应用具体示意图如下:
三、方案实施步骤
可以说双向拉伸薄膜生产线是一类典型的包装材料生产线,在BOPP生产线上实施RFID项目还是存在一定的难度,首先RFID技术正处于一个逐步完善阶段,相关的技术还没有进行大规模的应用,相应的规则和标准还在进一步制订,在生产型企业中如此大规模的运用存在一定的风险。其次RFID技术在企业生产应用中的实际可操作性还需要进一步的实践。再次企业的工业生产环境有别于实验室的环境,要求RFID的相关设备,电子标签、相关技术有更高的可靠性、稳定性和适应性。而目前此类设备的供应商可谓凤毛麟角,可选择的余地不是很大。基于这些原因,在系统实施前做了很多工作,同时在系统实施中稳扎稳打,一步一步地进行。
(1) 设备选型试验
鉴于没有成功案例做参考,前期对部分RFID 设备进行了生产现场的实验。我们分别选用了两款频率为13.56MHz和915MHz的设备进行现场试验,通过在大卷识别、小卷成组、出入库识读几个过程中的试验,初步决定在系统方案中采用915MHz的设备,主要原因是13.56MHz设备的识别距离还不够理想,标签在托盘上的位置要求比较严格,不利于人员灵活的操作,此外天线容易受到外部环境干扰。但是915MHz的设备也并不是完美无缺的,发现915MHz标签的识读稳定性不够,特别是标签在有物体阻隔的情况下尤为明显。另外915MHz标签的成本远远高于13.56MHz的标签,造价太大。
(2) RFID设备模拟运行实验
为了确保相关设备的稳定可靠运行,进行了模拟运行试验。选择了两条已投产的BOPP生产线进行模拟情况下的试运行,同时原有的条码系统正常运行,并且每天对RFID系统运行数据和条码运行数据进行对照。在经过1个月左右的模拟运行后,确认了915MHz设备的方案。
(3) RFID系统试运行实验
年初,亚洲包装制造中心新投产的一条BOPP生产线投入试运行,同步地进行了RFID系统的试运行,经过多次对相关设备进行进一步的调整和修改,该系统已经逐渐进入正常运行状态。
(4) 总结经验与推广
通过以上工作的完成,进一步总结得出了如下几条经验体会:
1、13.56M的识读距离较915M的识读距离近,但在可识读的范围内,抗外界干扰性要高于915M;
2、在大型的生产物流环境下,选用915M的识读设备比较适合;
3、RFID和RFID技术的运用确实可以简化物流环节操作,并有效降低出错几率;
4、RFID与RFID技术完全可以应用于制造业生产管理中,并满足实际现场的需求;
5、RFID在生产供应链管理上的普及化将使企业供应链管理的重大改变,同时也将是制造企业与世界供应链接轨的重要保证。
【点击查看更多精彩内容】
相关新闻:
应用RFID技术提升图书管理水平
华工科技RFID业务让老牌科技股再发新芽
RFID将成印刷业新市场


 【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。
【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。 【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。
【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。- 【我的耗材】采购低于市场价5%-20%的印刷耗材,为您节省成本。
- 【印东印西】全国领先的印刷品网上采购商城,让印刷不花钱。





- 关于我们|联系方式|诚聘英才|帮助中心|意见反馈|版权声明|媒体秀|渠道代理
- 沪ICP备18018458号-3法律支持:上海市富兰德林律师事务所
- Copyright © 2019上海印搜文化传媒股份有限公司 电话:18816622098






