









解决注塑产品变形缺陷,看它就对啦!
2019-05-29 12:25:12.0 来源:中国包装信息网 责编:温淼
- 摘要:
- 模具开发当中一般会遇到各种注塑缺陷:变形、断裂、磨损、飞边、斑纹等。 有的缺陷通过改变模具结构可以得到改善;有的缺陷通过改变塑料制件形状结构可以改变;而有的则需要通过调整工艺参数来做调整以减轻甚至消除缺陷!


式中表明总的变差是各列变差平方和的和,且 ST的自由度是 k-1,Sj的自由度是 n-1。当正交表满因子时, Sj中的最小数值即为误差的变差平方和Se。当所有列排布不满时,所有空列的Sj之和变为误差的变差平方和Se,记为自由度fe。由此可知,对于正交表Lk(nm)进行的方差分析过程中,对正交表安排的因子统计公式:

公式中第j列是需被检验的影响因子。
有时,当因子的作用不明显时,则近似有

使用时,一般先求出各列的Sj/(n-1)值及Se/fe值。当某个Sj/(n-1)比Se/fe小时,可以把这列的值计入Se中作为误差,可以适当增加误差自由度,并且增加检验灵敏度。当所有符合列的值都计入误差后,记为Se?,其自由度为fe?,这时有
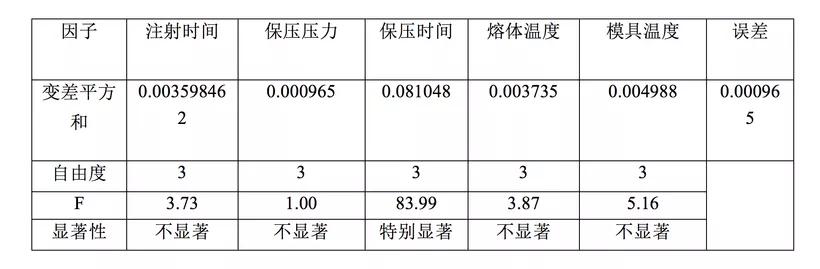
方差分析结果如表4:由 F 分布表查得F(n1-1,n2-1)如表。取 n1-1=fq ,n2-1= fe,a 分别取 0.01、0.05。F0.01(3,4)=28.71;F0.05(3,4)=9.12;
表4因子显著性表


 【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。
【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。 【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。
【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。- 【我的耗材】采购低于市场价5%-20%的印刷耗材,为您节省成本。
- 【印东印西】全国领先的印刷品网上采购商城,让印刷不花钱。





- 关于我们|联系方式|诚聘英才|帮助中心|意见反馈|版权声明|媒体秀|渠道代理
- 沪ICP备18018458号-3法律支持:上海市富兰德林律师事务所
- Copyright © 2019上海印搜文化传媒股份有限公司 电话:18816622098






