









解决注塑产品变形缺陷,看它就对啦!
2019-05-29 12:25:12.0 来源:中国包装信息网 责编:温淼
- 摘要:
- 模具开发当中一般会遇到各种注塑缺陷:变形、断裂、磨损、飞边、斑纹等。 有的缺陷通过改变模具结构可以得到改善;有的缺陷通过改变塑料制件形状结构可以改变;而有的则需要通过调整工艺参数来做调整以减轻甚至消除缺陷!


由上表方差分析得到最终的结论是保压时间对制件翘曲值变化的幅度有特别显著影响,模具温度和熔体温度次之,注塑时间再次之,保压压力对制件翘曲值的影响幅度比较小,这个结果与极差分析的结论完全一致并给出了定量的数值,为后面的模拟打下基础。
运用软件Moldflow/MPI检验优化参数组合条件下的翘曲变形量,优化参数组合中各项工艺参数为: 注射时间0.6, 保压压力11MPa,保压时间10s,模具温度20°C,熔体温度230°C。把目标定在2mm, 则模拟仿真的结果便如下图38, 可以看到变形的程度有所收窄。
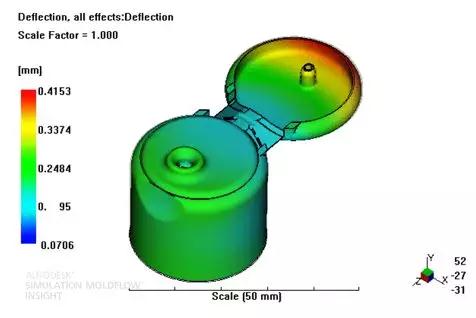
图3 翘曲变形模拟图
Fig.3 Simulation of Deflection
这里使用了一种科学的试验方法即正交分解法来进行模拟试验。先对正交分解的定义及其一般流程做了简单的阐述,然后设计了具有五因子四水平的正交试验。保压压力,保压时间,熔体温度和模具温度进行组合模拟试验,定性分析五个因子对塑料制件翘曲变形产生的影响,然后定量的确定各个工艺因子对翘曲变形量的影响程度。
运用正交分解的试验方法来获得最佳的工艺参数,再运用简单的极差和定量的方差法综合分析试验数据,得到优化后的最佳工艺参数,找到对目标影响显著或比较显著的因子,加以优化。最后使用最优化参数组合来做模流分析,降低翘曲,使其在可接受的公差范围之内,从而确认其真正达到了我们预期的要求。


 【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。
【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。 【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。
【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。- 【我的耗材】采购低于市场价5%-20%的印刷耗材,为您节省成本。
- 【印东印西】全国领先的印刷品网上采购商城,让印刷不花钱。





- 关于我们|联系方式|诚聘英才|帮助中心|意见反馈|版权声明|媒体秀|渠道代理
- 沪ICP备18018458号-3法律支持:上海市富兰德林律师事务所
- Copyright © 2019上海印搜文化传媒股份有限公司 电话:18816622098






